住友ACE涂层AC405K/AC415K/AC420K铸铁用
型号:AC405K/AC415K/AC420K
规格:
产品简介: AC405K/AC415K/AC420K覆盖了铸铁高速~断续切削的所有领域

覆盖了铸铁高速~断续切削的所有领域
| 推荐被削材 |

|
||
|---|---|---|---|
| 推荐领域 |
|
ACE涂层AC405K/AC415K/AC420K的特长
● 超级FF-TiCN膜的进一步微粒・高硬度化,大幅提高了耐磨损性
● 通过新开发的应力控制技术,强化了微粒α氧化铝(FF-Al2O3)膜,实现了超群的信赖性
膜构造

涂层应力控制技术

AC405K/AC415K的耐磨损性

|
<被削材> FCD450(圆棒) <刀片> CNMG120408 <切削参数> vc=200~400m/min f=0.30mm/rev ap=1.5mm Wet |
AC415K的耐崩损性

|
<被削材> FCD450 <刀片> CNMG120408 <切削参数> vc=300m/min f=0.25mm/rev ap=1.5mm Wet |
AC420K的耐崩损性

|
<被削材> FCD450 <刀片> CNMG120408 <切削参数> vc=300m/min f=0.25mm/rev ap=1.5mm Wet |
ACE涂层AC405K/AC415K/AC420K的适用领域

|
AC405K 兼具优异的耐磨损性与耐塑性变形性,是适合高速・连续切削的材质 AC415K 在广泛领域实现稳定、长寿命,是铸铁车削的第一推荐材质 AC420K 具备优异的耐崩损性,在断续・不稳定加工黑皮加工中实现超群的稳定性 |
刀片断屑槽的适用领域
| ●负型 | ●正型 |

|

|
ACE涂层AC405K/AC415K/AC420K的切削参数
| 用途 | 切削状态 | 材质 | 断屑槽 | FC(普通铸铁) | FCD(球墨铸铁) | ||
|---|---|---|---|---|---|---|---|
|
切削速度 vc (m/min) |
进给量 f (mm/rev) |
切削速度 vc (m/min) |
进给量 f (mm/rev) |
||||
| 精切削 | 连续 | AC405K | UZ | 230-400-570 | 0.1-0.25-0.4 | 170-350-500 | 0.1-0.25-0.4 |
| 一般 | AC415K | UZ | 200-350-500 | 0.1-0.25-0.4 | 150-300-450 | 0.1-0.25-0.4 | |
| 断续 | AC415K | GZ | 250-275-400 | 0.1-0.30-0.5 | 150-250-350 | 0.1-0.30-0.5 | |
| 中切削 | 连续 | AC405K | GZ | 170-315-460 | 0.1-0.30-0.5 | 170-285-400 | 0.1-0.30-0.5 |
| 一般 | AC415K | GZ | 150-275-400 | 0.1-0.30-0.5 | 150-250-350 | 0.1-0.30-0.5 | |
| 断续 | AC420K | GZ | 100-200-300 | 0.1-0.30-0.5 | 80-150-220 | 0.1-0.30-0.5 | |
| 粗(黒皮)切削 | 连续 | AC415K | GZ | 150-275-400 | 0.1-0.30-0.5 | 150-250-350 | 0.1-0.30-0.5 |
| 一般 | AC420K | GZ | 100-200-300 | 0.1-0.30-0.5 | 80-150-220 | 0.1-0.30-0.5 | |
| 断续 | AC420K | 无 | 100-175-250 | 0.1-0.35-0.5 | 80-130-180 | 0.1-0.35-0.6 | |
(下限値 - 推荐值 – 上限値)
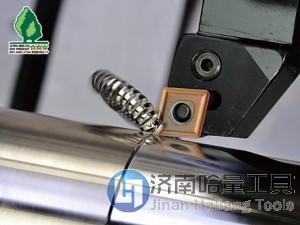
AC405K的使用实例
|



AC415K的使用实例
|